
Малошовные методы сварки волокон – это тема, которая вызывает немало споров в нашей отрасли. Часто встречается заблуждение, что это универсальное решение, подходящее для любых задач. На самом деле, как и с любым современным оборудованием, здесь есть свои нюансы, свои 'подводные камни', которые необходимо учитывать. В этой статье я хочу поделиться своим опытом использования и анализа таких аппаратов, обсудить их преимущества и ограничения, и, возможно, немного развеять некоторые распространенные мифы.
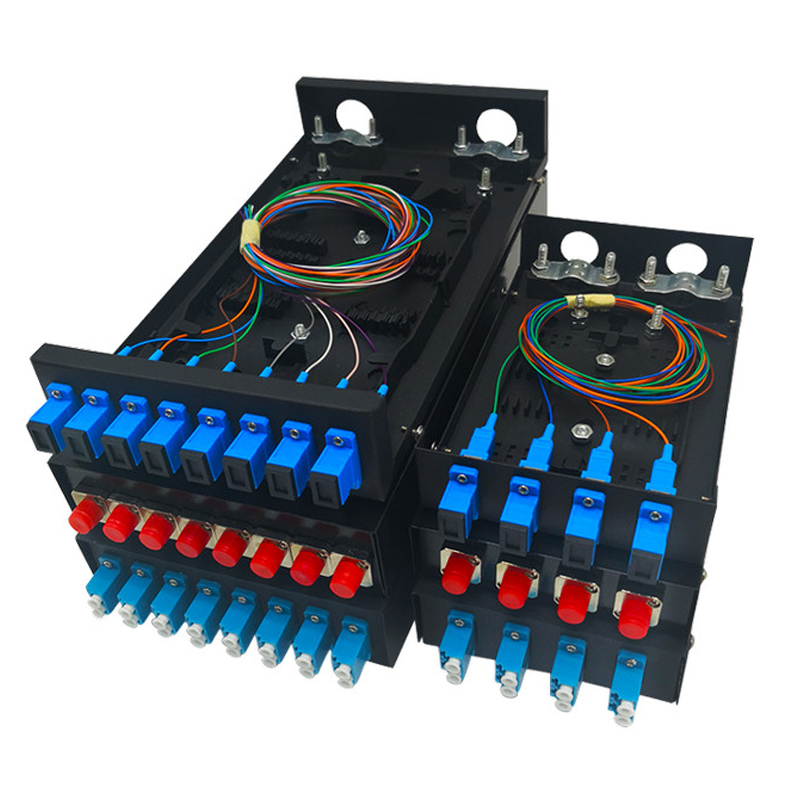
Для начала, давайте разберемся с самой технологией. Аппарат для малошовной сварки волокон позволяет сваривать оптические волокна с минимальным повреждением и тепловым воздействием. Это особенно важно при работе с высокочувствительными волокнами, например, в медицинском или научном оборудовании. Традиционная сварка, даже с использованием газовых дуг, часто приводит к деформации волокна и снижению его оптических характеристик. Малошовные методы, в свою очередь, минимизируют эти негативные эффекты.
Зачем это нужно? Во-первых, повышение надежности соединений – это прямой путь к увеличению срока службы оптических сетей. Во-вторых, возможность сварки волокон с разными диаметрами и типами оболочек. И, в-третьих, возможность работы в условиях ограниченного пространства, что критично для современных телекоммуникационных систем. ООО Тяньцзинь Жуйлитун Технолоджи активно применяет такие решения в проектах по модернизации инфраструктуры мобильной связи, и опыт показывает, что это действительно позволяет снизить операционные затраты в долгосрочной перспективе.
Существует несколько основных типов аппаратов для малошовной сварки волокон. Наиболее распространенные – это аппараты с использованием лазерного излучения (например, на основе CO2 или Nd:YAG лазеров) и аппараты с использованием электрической дуги с контролируемой мощностью. Лазерные системы обеспечивают более высокую точность и меньше термического воздействия, но они, как правило, дороже. Электрические дуговые аппараты более доступны по цене, но требуют более тщательной настройки и контроля параметров сварки. В зависимости от типа волокна и требуемой мощности, необходимо подбирать соответствующий режим сварки.
Я лично имел дело с двумя моделями лазерных сварочных аппаратов от разных производителей. Отличия были заметны даже в небольших деталях – от качества оптики до алгоритмов управления процессом сварки. При выборе аппарата стоит обращать внимание не только на его технические характеристики, но и на удобство использования, наличие автоматических режимов и возможность интеграции с другими системами мониторинга.
Несмотря на свои преимущества, работа с аппаратами для малошовной сварки волокон не лишена сложностей. Например, одним из распространенных проблем является необходимость точной настройки параметров сварки для каждого конкретного типа волокна. Неправильная настройка может привести к образованию дефектов в сварном соединении, таким как трещины или пупырышки. Кроме того, важно учитывать влияние внешних факторов, таких как температура и влажность, на процесс сварки.
Я помню один случай, когда у нас возникли проблемы с сваркой высокоскоростных многомодовых волокон. Оказалось, что необходимо изменить режим охлаждения и увеличить мощность лазера. Только после нескольких экспериментов нам удалось добиться стабильных результатов. Важно не бояться экспериментировать и постоянно отслеживать качество сварных соединений с помощью оптических тестеров и других диагностических инструментов.
Контроль качества аппаратов для малошовной сварки волокон – это неотъемлемая часть всего процесса. Для оценки качества сварных соединений используются различные методы, такие как оптическое измерение потерь, визуальный осмотр и измерение геометрических параметров соединения. Оптическое измерение потерь позволяет определить, насколько эффективно световой сигнал проходит через сварное соединение. Визуальный осмотр позволяет выявить дефекты, такие как трещины, пупырышки и неоднородности.
Мы часто используем портативные оптические рефлектометры для быстрой оценки качества сварных соединений на месте. Они позволяют быстро выявить проблемные места и принять меры по их устранению. Кроме того, для более детального анализа качества сварных соединений используются специализированные лаборатории, оснащенные современным оборудованием для оптического тестирования.
Технология малошовной сварки волокон постоянно развивается. В настоящее время разрабатываются новые аппараты с улучшенными характеристиками, такие как более высокая точность, более широкая зона сварки и возможность автоматизации процесса. Также активно исследуются новые методы сварки, такие как сварка с использованием микроволнового излучения и плазмы. ООО Тяньцзинь Жуйлитун Технолоджи следит за последними тенденциями в области развития аппаратов для малошовной сварки волокон и постоянно обновляет свой парк оборудования.
В будущем можно ожидать, что малошовные методы сварки волокон станут еще более доступными и эффективными. Это позволит расширить область их применения и сделать оптические сети более надежными и долговечными. Я уверен, что это направление будет играть все более важную роль в развитии телекоммуникационных технологий. Использование современных решений позволяет значительно сократить сроки монтажа и повысить общую эффективность работы.
В заключение хочу сказать, что аппараты для малошовной сварки волокон – это перспективное направление, которое позволяет решить многие проблемы, связанные с соединением оптических волокон. Однако для достижения оптимальных результатов необходимо тщательно подходить к выбору аппарата, настройке параметров сварки и контролю качества соединений. Опыт и постоянное обучение – вот ключ к успешному применению этой технологии. И, пожалуй, не стоит верить всем мифам - каждая конкретная задача требует индивидуального подхода и грамотной реализации.